


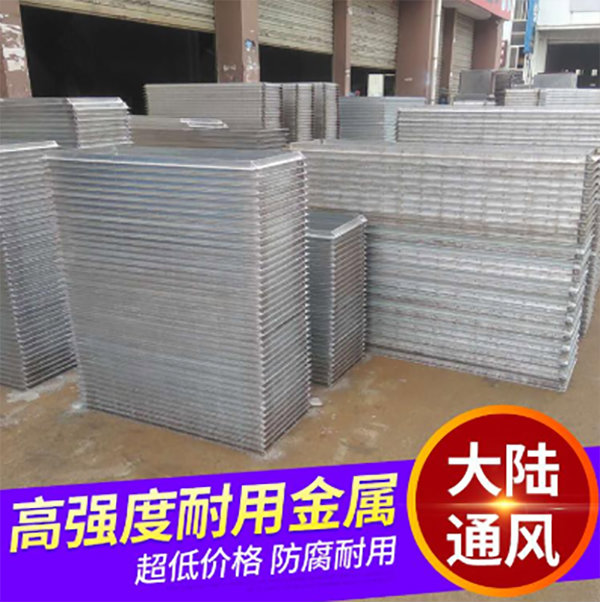
角钢法兰大边尺度在630~1000mm时,直接在生产线压筋加固,摆放应规则,间隔应均匀,共板法兰风管,板面不该有显着的变形。角钢圆法兰应有充足的抗压强度,拧紧时不可形变。法兰突面应整平清理,安裝时要用心清除油渍和锈迹。角钢法兰选材很便利,资金低,制作易懂,利用广泛;但刚性非常低下,因而不可以运用于有供给需求、、和较高真空度诠释的化工技术配管系统。



加工角钢法兰加工的工艺均是卷弯。该工艺可以使角钢连续卷弯,从而没有料废。角钢法兰可以这样除锈:将法兰浸到盐酸里面,这样锈斑就会还原成铁。角钢法兰在生产时,采用的均是机械化的生产方式,制作起来快速方便,加工尺寸准确、加工,因此它常在施工现在临时加工。角钢法兰连接方式:方法兰由四根角钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管的外径,用砂轮切割机按线切断;下料调直后放在冲床上冲击铆钉孔及螺栓孔、孔距,高压系统不应大于100mm。
加工角钢法兰加工的工艺均是卷弯。该工艺可以使角钢连续卷弯,从而没有料废。角钢法兰可以这样除锈:将法兰浸到盐酸里面,这样锈斑就会还原成铁。角铁铆钉角钢法兰连接按扣式咬口联合角咬口横方向纵方向铆钉与风管连接加强筋补强筋角铁补强角铁框中间补强称,且不大于220mm,与风管的铆接应牢固。角钢法兰应用在比较潮湿、腐蚀等恶劣条件下会生锈,为了不影响继续使用,要及时清理锈蚀的地方。浮粉可和粉尘一起清除。而粘着力强的部分需按嵌入的铁来处理。






 在线客服
在线客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


