


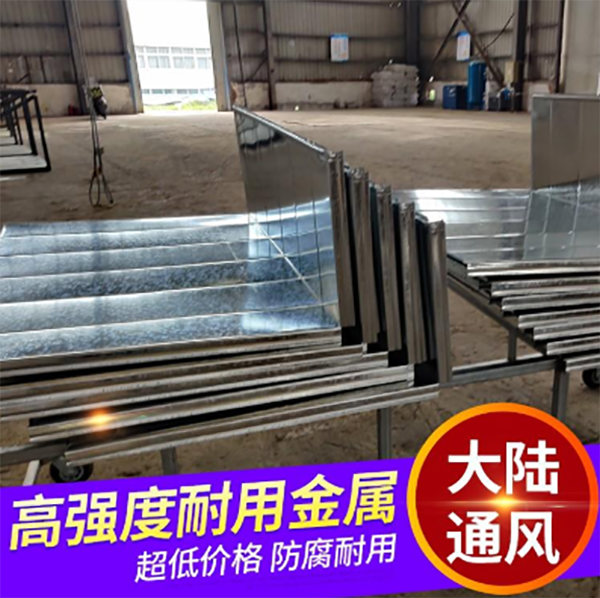
角钢法兰所生产出的角钢法兰风管下料准确,资料消耗低,产品质量稳定,加工速度更快捷、更方便、更小的漏风率。实现了漏风量小,降低能耗,节省运行费用。此外现场施工工具简单、装置方便。系统整体重量轻,装置方便,省时省工省料。
角钢法兰下料时注意:
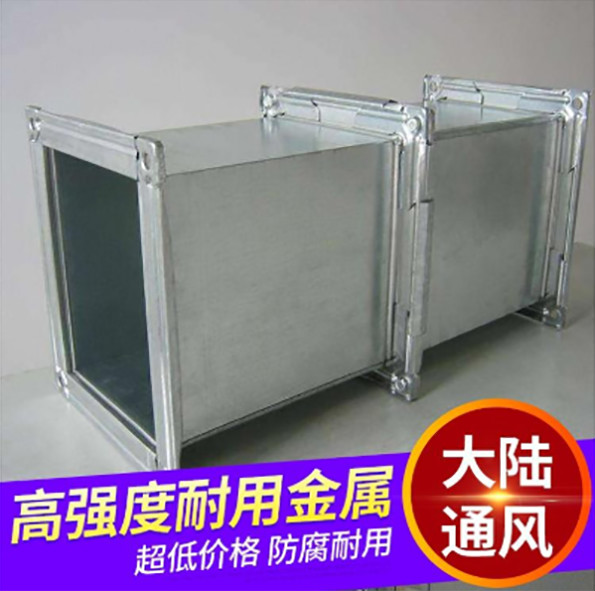
角钢法兰由四根角钢组焊而成,划线下料时考虑无齿锯片切去的角钢料,通常多划角钢的l.5倍厚度的长度,划线完毕用无齿锯切割,折方时组焊成的成品法兰内径不至于小于通风管道外径。
角钢法兰相联能够在不相同的的应用中充分体现效应和意义,应用特指的式样和方法时时运用和施行,充足产生性质长处。角铁法兰广泛运用于水利工程,电力,电站工程,管材配件,工业,压力容器等。


角钢法兰相联能够在不相同的的应用中充分体现效应和意义,应用特指的式样和方法时时运用和施行,充足产生性质长处。角铁法兰广泛运用于水利工程,电力,电站工程,管材配件,工业,压力容器等。
角钢法兰在安装中需要注意的问题
角钢法兰的加固,其高度应小于或等于风管法兰高度,排列应整齐,间隔不大于220mm,角钢法兰与风管的铆接应牢固。
外卷角钢法兰:
角钢在成型过程中,水平的一边方向朝外。角钢外卷是外边被拉伸,而里边垂直的边被挤压。在一些大于5#角钢小于500mm直径的卷圆工艺中,因为角钢的两条边受相反力量的作用,容易造成角钢法兰成型两条边不是90°成型。在操作角钢外卷的过程中可以通过放慢速度多次卷圆避免这个问题。
弯管的曲线可以有效的根据其不同规格以及不同材质的钢管塑性变形的临界值确定,这样不同的钢管对应其不同的上模,产品在弯制的过程中其内胎不能放置在靠近前夹具的一侧。需要有效的放在靠近下模弯曲缸一侧,弯管内胎后部超出上胎的后部150mm左右,同时在进行前3次弯曲的过程中其弯曲缸的升程不宜过大,在后步工序中弯曲缸升程应逐渐递增。






 在线客服
在线客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


