







角钢法兰安装注意点:
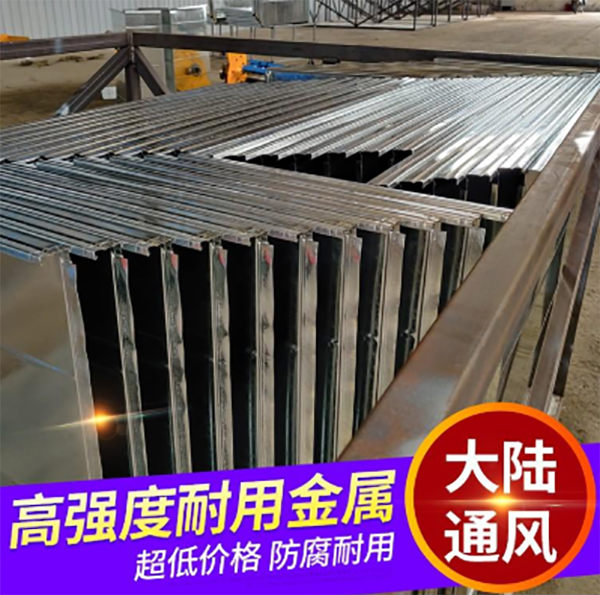
角钢法兰风管的大边尺寸在630~1000mm时,要直接在生产线压筋加固,合肥角钢法兰加工,排列应规则,间隔应均匀,板面不应有明显的变形。
不锈钢角钢法兰应用时关于运用环境也有着要求,对其是不要在一些湿润性比较大的环境傍边进行着运用,角钢法兰加工价格,这样常常都会易让角钢法兰自动生产线受环境的影响而易呈现生锈的现象。
角钢法兰的安装小技巧:
在角钢法兰加固的过程当中应该让它排列的更整齐一些,也只有这样才可以保证角钢法兰风管的使用寿命得到延长。


圆形的角钢法兰就需要角钢法兰机来制作了,使用角钢法兰机可以在不加热的情况下使角钢弯弧成圆。圆形的角钢法兰分为两种:外卷角钢法兰和内卷角钢法兰。它们是角钢不同方向卷制出来的不同工艺。
角钢法兰下料时注意:
角钢法兰由四根角钢组焊而成,划线下料时考虑无齿锯片切去的角钢料,通常多划角钢的l.5倍厚度的长度,镀锌角钢法兰加工,划线完毕用无齿锯切割,折方时组焊成的成品法兰内径不至于小于通风管道外径。
角钢法兰安装注意点:
角钢或加固筋的加固,其高度应小于或等于风管法兰高度,排列应整齐,间隔不大于220mm,与风管的铆接应牢固。

角钢法兰安装注意点:
当角钢法兰风管的断面大于1250*630时,为了保持相邻壁面互相垂直,角钢法兰加工费用,宜在风管内四角采用90℃斜支撑加固。中压和高压系统风管,其长度大于1250mm时,应采用加固框补强。
角钢法兰安装注意点:
角钢法兰风管的大边尺寸在630~1000mm时,要直接在生产线压筋加固,排列应规则,间隔应均匀,板面不应有明显的变形。
角钢法兰的安装小技巧:
角钢法兰大边尺寸在630~1000mm时,直接在生产线压筋加固,排列应规则,间隔应均匀,共板法兰风管,板面不应有明显的变形。







 在线客服
在线客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


